|
Machining composite materials is a rather complex task owing to its
heterogeneity, heat sensitivity, and to the fact that reinforcements
are extremely abrasive. Conventional machining methods should be
adapted in such a way that they diminish thermal and mechanical
damage. Fiber-reinforced plastics (FRP’s)
are characterized by high strength and stiffness at simultaneously
low weight, and are superior to metallic materials in many cases.
In modern-day engineering, high demands
are being placed on components made of fibre-reinforced plastics in
relation to their dimensional precision as well as to their surface
quality.
Therefore, FRP’s have replaced conventional materials in various
fields of application such as aeronautical, space engineering,
biomechanics, mechanical, as well as in other industries because of
is own properties. As result of these properties and potentials
applications, exists a great necessity to understand the questions
associates with the production and machining (Drilling, Milling and
Turning) of these materials. |
|
|
|
Machining
Operations |
|
|
|
Ü |
Drilling |
|
Ü |
Milling |
|
Ü |
Turning |
|
|
|
|
|
Drilling
|
|
|
|
|
|
|
Drilling is a frequently practiced machining process in industry
owing to the need for component assembly in mechanical pieces and
structures.On
the other hand,
drilling laminate composite materials is significantly affected by
the tendency of these materials to delaminate and the fibres to bond
from the matrix under the action of machining forces (thrust force
and torque).
|
|
|
In this work is presented a study of the cutting parameters (cutting velocity
and feed rate) on power (Pc), specific cutting pressure (Ks), and
delamination in Carbon Fiber Reinforced Plastics (CFRP’s).
A plan of experiments, based on the techniques of Taguchi, was
established considering drilling with prefixed cutting parameters in
an autoclave CFRP composite laminate. The analysis of variance
(ANOVA) was preformed to investigate the cutting characteristics of
CFRP’s using Cemented Carbide (K10) drills with appropriate
geometries. The objective was to establish a correlation between
cutting velocity and feed rate with the
power (Pc) specific cutting pressure (Ks) and delamination
factor (Fd) in a CFRP material. Finally this correlation was
obtained by multiple linear regression.
|
|
|
| |
 |
| |
Type of Delamination on Carbon Fiber
Reinforced Plastics (CFRP's)
|
|
|
|
Figure
1 show the evolution of the delamination factor (Fd) at exit with
feed for different cutting speed values, for both drills. |
|
|
 |
|
Figure
1- Delamination factor (Fd) at exit as function of cutting
parameters for both drills |
| |
|
| |
Back
|
|
Milling
|
|
|
Milling is used as a corrective operation to
produce a well-defined and high quality surfaces. Although
components made of composite materials are commonly produced net
shape, they often require the removal of excess material to control
tolerances, so milling is the most practical machining operation for
such purpose. The knowledge of cutting mechanisms is indispensable
in view of cutting mechanics and machinability assessment in
milling. |
|
|
Milling composite materials presents a number of problems such as
surface delamination associated with the characteristics of the
material and the cutting parameters used. In order to minimize these
problem was done a study with the objective of evaluating the
cutting parameters (cutting velocity and feed rate) related to
machining force in the workpiece, delamination factor,
surface roughness and international dimensional precision
in two GFRP composite materials (Viapal VUP 9731 and ATLAC 382-05).
A plan of experiments, based on an orthogonal array, was established
considering milling with prefixed cutting parameters. Finally an
analysis of variance (ANOVA) was preformed to investigate the
cutting characteristics of GFRP composite materials using a cemented
carbide (K10) end mill |
|
|
 |
 |
|
|
|
Figure 2 shows the evolution of the international dimensional
precision (IT) as a function of the feed, for different cutting
speeds. |
|
|
|
 |
|
Figure
2 - International dimensional precision (IT) as function of cutting
parameters for both GFRP composite materials |
|
|
| |
Back
|
|
Turning
|
|
|
|
|
|
|
The
quality of surface is an important requirement for many turned
workpieces. In the field of engineering, the exact degree of
roughness can be of considerable importance, affecting the
functioning of a specific component. |
|
|
A work was developed with the aim of studying the influence of the cutting parameters (cutting
velocity and feed) on dimensional precision and surface roughness in
turning tubes of Fiber Reinforced Plastics (FRP’s). A plan of
experiments, based on the techniques of Taguchi, was performed
machining with cutting parameters prefixed in composite workpiece.
An orthogonal array and the analysis of variance (ANOVA) are
employed to investigate the cutting characteristics of FPR’s (glass
fiber-reinforced filament-wound tubes) using cemented carbide (K15)
cutting tools. The objective was to establish a correlation between
cutting velocity and feed with the surface roughness and the
international dimensional precision (IT) in composite workpiece. The
correlation was obtained by multiple linear regression. Finally,
confirmation tests were performed to make a comparison between the
experimental results foreseen from the mentioned correlation.
|
|
|
 |
|
|
|
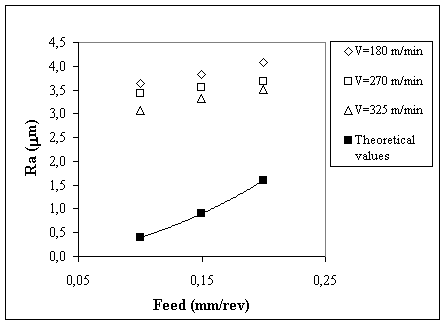
Figure 3, show the evolution of the surface roughness (Ra) as
function of feed. |
|
|
|
|
|
Figure 3 -
Surface roughness (Ra) as function of feed |
| |
Back
|
|
|
|
|